受托管理股權投資基金 大資管統一監管下保險資金股權投資的合規要點解析
隨著我國大資管統一監管體系的逐步完善,保險資金在股權投資領域的受托管理活動面臨更為嚴格的合規要求。特別是針對股權投資基金受托管理環節,保險機構需重點關注以下幾方面合規要點:
一、受托管理人資質與準入
根據《保險資金投資股權暫行辦法》及配套細則,保險資金選擇的股權投資基金受托管理人需具備健全的公司治理結構、專業的投資管理團隊、完善的風險控制體系,并滿足監管部門設定的注冊資本、管理規模等硬性指標。同時,受托管理人應取得相應業務資質,且無重大違法違規記錄。
二、投資范圍與比例限制
保險資金通過股權投資基金進行投資時,需嚴格遵守投資范圍規定,不得投資于國家政策限制或禁止的行業。單只基金的投資比例、關聯交易比例等均需符合監管上限要求,避免過度集中風險。
三、風險隔離與信息披露
受托管理人應建立有效的風險隔離機制,確保保險資金與其他資金獨立運作、分賬管理。在信息披露方面,需定期向保險機構報告基金運作情況、投資標的財務數據及重大風險事件,保障保險機構的知情權與監督權。
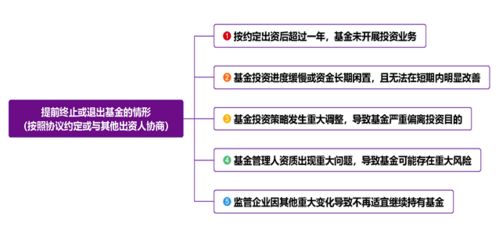
四、退出機制與收益分配
保險資金投資股權投資基金時,應事先明確退出路徑與條件,包括IPO、并購回購等市場化退出方式。收益分配需遵循公平原則,按照協議約定及時足額向保險機構分配投資收益,避免利益輸送。
五、監管報告與合規自查
受托管理人應按規定向監管機構報送業務數據、風險評估報告等信息,并配合保險機構開展定期合規自查。對于監管政策變化,應及時調整內部制度與操作流程,確保業務全程合規。
在大資管統一監管背景下,保險機構與股權投資基金受托管理人需共同強化合規意識,通過完善內控機制、優化業務流程,實現保險資金在股權投資領域的穩健增值與風險可控。
如若轉載,請注明出處:http://www.gsxsb.cn/product/27.html
更新時間:2026-04-07 15:10:23